





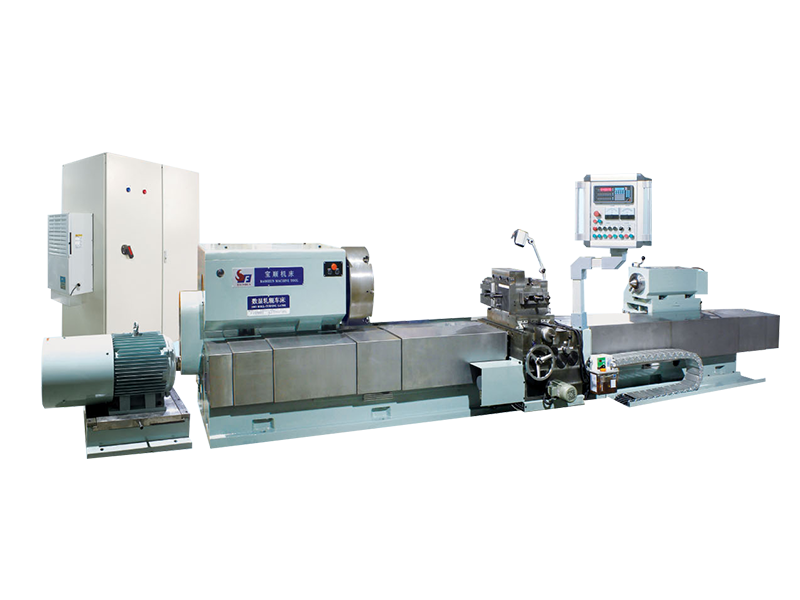
Büyük çaplı rulolarda elde edilebilen tipik toleranslar kullanarak dijital ekranlı rulo torna tezgahı makine sertliği, operatörün becerisi, takımlama durumu ve dijital okuma sisteminin hassasiyeti gibi birçok faktöre bağlıdır. Ancak genel endüstri uygulamalarında aşağıdaki toleranslar beklenebilir:
Tipik Aralık : ±0,02 mm ila ±0,05 mm
Yüksek Hassasiyet Aralığı (optimum kurulum ve takımlamayla): ±0,01 mm
Etkileyen Faktörler :
Dijital ekran çözünürlüğü (genellikle 0,01 mm veya daha ince)
Kılavuz vidalarda ve kızaklarda aşınma ve boşluk
Malzeme türü ve kesme kuvveti dinamikleri
Tipik Aralık : 0,01 mm ila 0,03 mm TIR (Toplam Gösterge Okuması)
Bağımlı :
Ayna ve punta hizalaması
Mil eş merkezliliği
Takım sertliği ve titreşim sönümleme
Tipik Ulaşılabilir Son İşlem : Ra 1,6–3,2 µm (işlenmiş yüzey)
Geliştirilmiş Son İşlem (karbür veya CBN takımlama ve kontrollü ilerleme ile): Ra 0,8 µm veya daha iyisi
Not : Son işlem kalitesi doğrudan dijital okumayla kontrol edilmez, ancak dijital ekranın etkinleştirdiği hassas derinlik kontrolü tutarlı ilerleme ve kesme derinliğinin korunmasına yardımcı olur.
Konik Kontrolü : Dikkatli ayarlama ve doğru gösterge ile 1 metreden 0,01 mm'ye ulaşılabilir
Uzunluk Üzerindeki Doğruluk :
Tipik olarak 0,02 mm/m dahilinde
Yatak hizalaması, yuvarlanma desteği (sabit dayanaklar) ve termal büyümeden etkilenir
Eksenel Uzunluk Kontrolü (omuz/adım özellikleri) : ±0,02 mm ila ±0,05 mm depending on machine scale resolution and backlash compensation
Dijital ekranlı rulo torna tezgahları eksen konumlarının doğru okunmasını sağlarken, CNC sistemlerinde bulunan otomatik geri bildirim düzeltmesinden yoksundurlar. Bu nedenle toleranslar aşağıdakilere daha fazla bağlıdır:
Manuel operatör ayarları
Makinenin mekanik bütünlüğü
Takım kurulumunda ve aşınma yönetiminde tutarlılık
Yetenekli personel tarafından çalıştırılan, bakımı iyi yapılmış bir dijital ekranlı rulo torna tezgahı sürekli olarak aşağıdakileri başarabilir:
Boyutsal toleranslar : ±0,02–0,05 mm
Yuvarlaklık ve doğruluk : 0,01–0,03 mm dahilinde
Yüzey kalitesi : Ra 1,6–3,2 µm veya optimize edilmiş takımlarla daha iyisi
Daha sıkı toleranslar için CNC rulo torna tezgahları veya hibrit dijital-CNC sistemleri daha uygun olabilir.

 Download Material
Download Material
 E-mail: [email protected]
E-mail: [email protected]  Mob: +86-13806297906
Mob: +86-13806297906  Tel: +86-513-85562198
Tel: +86-513-85562198  Add:No. 99 Tiantong Yolu, Nantong Şehri, Jiangsu Eyaleti.
Add:No. 99 Tiantong Yolu, Nantong Şehri, Jiangsu Eyaleti.
Fabrika sahnesi



Copyright@ Jiangsu Dingshun Ağır Hizmet Takım Tezgahı Co., Ltd. Tüm Hakları Saklıdır.












